Nose: Malt first and foremost. Citrus and Haribo peaches, congeners in appropriate amounts. With water comes orange peel and orange blossom. Grilled chicken breast and apricot chutney.
Palate: Malt, a hint of sulfur, yellow apples. With water the malt turns doughy, and I get strong associations to a “Full Scottish Breakfast” without managing to pinpoint why… White pudding, perhaps? Or haggis?
Comments: Quite my cup of tea. There’d be no point in maturing this, except it results in another product entirely and so why not have the best of both worlds?
Despite some confusion regarding the locations of both Tevsjö and Gammelstilla, we were confident that we could find Mackmyra, having passed this sign the day before:
So we took the exit for Hagaström, and passed Mackmyra without noticing it at all… Once we realised we’d gone too far and turned around, it was very easy to spot the distillery, but from the direction we had come Mackmyra Whiskyby was hidden behind some trees.
We had an appointment with Angela D’Orazio, Master Blender at Mackmyra, whom we have both met before. I attended her masterclass at one of the first Oslo Whiskyfestival where she presented Mackmyra from small casks (a long time before even Preludium was released). Since Mackmyra has a strict 15 years and over age restriction on their tours, we had to convince Angela to do two tours, one with each of us adults, while the other waited outside with the kids (passing time picking blueberries, which the woods around Mackmyra had plenty of). Luckily she agreed.
I was first, and we started the tour in the “skogslager” – the wood warehouse – which has been designed to fit into the surroundings with grass on the roof. Skogslageret is Mackmyra’s most recent warehouse, and they are continuously expanding it, adding a new module for every 1000 casks.
Small casks are rather appealing, I, for one, am always tempted to just grab one and make off with it…
After the warehouse we had a look at the “rökanläggningen” – the “smokery” – which has been built in an old shipping container. That it works is evident when tasting the Mackmyra Svensk Rök, for example.
Finally, it was time for the actual distillery, and this was something we’d been looking foreward to. It’s always exciting to see a new (to us) distillery from the inside, but Mackmyra is rather special, being built as a gravitational plant. The most obvious effect of which is that the distillery building is TALL.
We started the tour by donning grey lab coats and climbing to the top floor. The top floor has a bit of a view.
A malt elevator brings the malt to the top of the building, and it is then dropped into the mill, which is the first part of the process that happens inside the skyscraper.
After milling, the grist “falls” one floor to the mashtun, where water is added and worts extracted. The worts run down another floor, to the washbacks, yeast is added and worts ferment into wash. And then the fun begins. Mackmyra have two pretty copper potstills of the traditional type.
WashstillSpiritstill
Here, or rather on the floor below the platform from where I took the pictures of the stills, we find another thing that is unique for Mackmyra (as far as I know). The old nordic term for “the thing the spirit runs through for visual inspection”, the spirit safe, is “spritklokke” (literally “spirit bell jar”). And spirit bell jars are exactly what we find at Mackmyra.
At this point I was sorely tempted to rub my hands together and cackle “Ahahahahaaa” in a mad scientisty way, the lab coat didn’t help at all.
Shortly after our visit I came across an archive image from Romedal brenneri, of their “spritklokke”. It’s available online at Digitalt museum.
Had we been on holiday without children, we’d have booked a dinner and tasting in the restaurant at Mackmyra. As it was we were left to drool a bit at the bar.
Since I don’t drive I got to have a quick couple of tastes, but the younger elements of our party were getting increasingly restless, so I had to accept that that was all I would get. I’ve since been able to try Mackmyra Midnattsol again in better conditions, but here are my quick impressions of two others:
Mackmyra Moment Bärnsten (bottle number 1550 of 1550…!) 49.8% had orange peel, oak, thyme and a hint of smoke on the nose. It tasted of oak, orange peel and dark chocolate.
Mackmyra Moment Malström 46.4% had oak, cold rock and ashes on the nose, and tasted slightly bitter, with some congeners (of the good sort), honey, fruit and ashes.
I would happily have poured a sizeable dram of either of them and hidden myself away in a corner to enjoy it, but had to say nicely thank you for the tour and stuff the family into the car for the next leg of our Tour de Suède (it was our last morning in the Gävle area).
This continues our tale of drikkelig.no does Sweden, after quite a break. We visited Gammelstilla 16 July 2014.
We had an appointment at Gammelstilla in the afternoon of the 16th with Sarah Winges (one of the founders). In the morning we went to Furuvik (the zoo and amusement park) and found it took longer to locate Gammelstilla than expected (Google placed it wron, possibly at a corresponence address rather than the actual location), so we were late for our appointment. Fortunately for us, Sarah was also late (coming straight from work) so we arrived at about the same time.
Sarah first gave us an introduction to the history of Gammelstilla Bruk (“bruk” in this context in Swedish is the semi-independent part of a farm that refines agricultural or natural resources, such as milling or iron works). Gammelstilla is part of what is known as “järnriket” – the iron kingdom – and wrought iron was produced here from the middle of the 17th Century, steel from around 1850. Unfortunately for Gammelstilla, other steel producers in the area obtained better patents on steel, and steel production ended here in 1914. Gammelstilla were pioneers in electricity production from water power, however, and the power station supplied a mechanical workshop, so that the “bruk” had other sources of income. Not until 1971 was the last industrial activity at the Gammelstilla terminated. Since then the buildings had been left to deteriorate.
In 1990 a group of locals started a foundation named Gammelstilla Bruk. They have renovated the buildings and these days they house a café, a local theatre group and now: A whisky distillery.
When a group of friends started to plan a whisky distillery in the area, Gammelstilla bruk seemed like a natural location. Their first plan was to use a large brick building, built by the “brukspatron” Gusander as a personal residence at the tail end of the 19th Century. Gusander intended it as a demonstration of his own excellence, and the brick were produced at Gammelstilla. Unfortunately it was at this time that Sandvik bruk with their better steel pattern, absorbed Gammelstilla’s market shares and caused Gusander to declare bancruptcy, so the building was never quite finished. Our distillery enthusiasts had stars in their eyes and the building plan all worked out before reports showed that the building contained more lead in its wooden construction than is permitted in food production .
Beautiful, but as it stands unusable, building
The enthusiast were at first downcast, but then someone pointed out that Gammelstilla bruk had another empty building, perhaps the distillery could be housed there? Long term it is still hoped that the brick building may be renovated and used, but for the time being Gammelstilla distillery is well housed.
They purchase their malt, not peated, from the only Swedish maltings, Viking malt. The wash is produced in a icro brewery setup belonging to one of the founders, and they use dry yeast.
The stills are designed by the founders and were produced in Sweden at Beckströms Mekaniske. The wash still has a capacity of 500 liter, the spirit still 300. The first new spirit ran from the still in April 2012, so in just a couple of months Gammelstilla will come of age.
Some adjustments have been made after the startup, the wash still had a middle piece added to adjust the height of the neck (and thereby increase reflux) in 2013. When we were there, they were only producing 50 liters a week, which is one run. They have had limited capacity in the electrical supply, so they had only been able to run either the “brewery” or the stills, but that had very recently been rectified.
There is not a lot of spare room in the distillery building, it’s pretty obvious that they will need to expand somehow, even if they can’t get the other building fixed.
The power station currently belongs to GSW and feeds the national grid, which has to be a reassuring asset economy-wise.
Nose: To start with it’s more closed than The Pioneer. Wheat baked goods with herbs. I made rosemary buns once, it smells a bit like those. A little lemon, and dusty malt loft. Water opens for some congeners and “grønnsåpe” (a traditional soft soap), but still plenty of herbs, wood and lemon.
Palate: The first thing that went through my head was “I like this!” Orange sweets and juniper berry, malt and dry twigs. With water I find tart apples and dry wood.
Comments: I was only planning on purchasing one bottle of The Challenger. Now I must say I’m rather pleased I gave into temptation and ordered two (the maximum per customer) when I sat there waiting for the order button to turn green on the Systembolaget web launch. Because this is just spot on, and I like it.
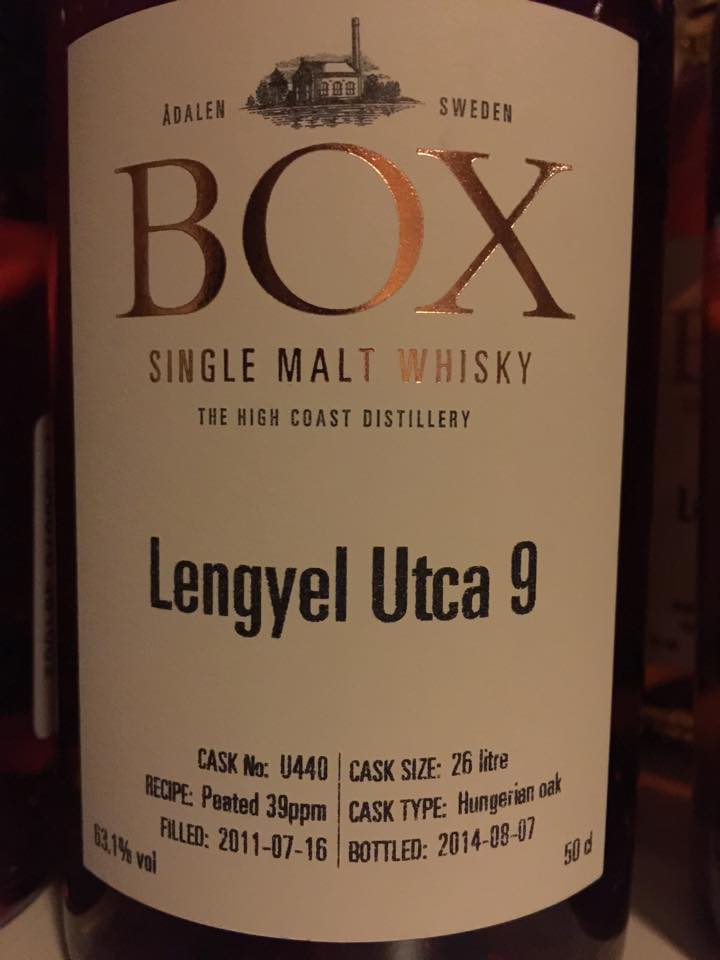
This is a bottling from a private Box cask, a so called “ankare”. The cask – or rather the contents of it – belong to Tobias Johnsson, who explains that Lengyel Utca 9 means Poland Street 9, which was his first address in the Hungarian town of Szeged where he studied. He chose a cask of hungarian oak for sentimental reasons. A big thank you to Tobias for the sample, it tempts me further towards buying my own “ankare” when the results can be this good.
Foto: Tobias Johnsson
Nose: Juniper and cask. Lemon and oak staves. More spice with water; rosemary and thyme, vanillin, cinnamon and oak.
Palate: A somehat harsh and bitter oakiness, but also vanilla and dark chocolate. With water the harshness disappears and it aquires some black pepper.
Comments: The only drawback to this one is that the spice and vanilla in combination reminds me of scented candles and I really do not like scented candles. Apart from that it’s a lovely dram, much better than the other Hungarian oak bottlings I’ve tried. It keeps nicely to the distillery character and is well integrated in a way small cask bottlings rarely are.
Nose: Rosemary and lemon. Cinnamon and oak. With water I find dark chocolate and coriander seed. Dust and black pepper.
Palate: Milk chocolate, burnt sugar, juniper wood and oak staves. With water the chocolate turn darker and the wood gets an accompanying spicyness; bay leaf and pepper.
Comments: It’s a pity I don’t have a bottle or three of this stashed away. It was a sample, and now it’s gone. Ah, well, I enjoyed it thoroughly while it lasted.
According to Mackmyra’s product information, this has been matured in American and Swedish oak, both ex-bourbon and ex-sherry, and then finished in casks that have held Swedish wine made from birch sap.
Nose: Different. There’s definitely something of sap or resin here. I also get some heather and honey. A little sweet tobacco as well? With water it turns towards throat lozenges, with some mint, ammonium chloride and black pepper.
Palate: Honey on the palate as well, and resin. Vanilla and coriander. More woody with water, but the tobacco from the nose also makes an appearance.
Comments: Quite unique, and very, very good. An interesting nose and a complex, but well-balanced palate. There’s quite a bit of “But is it whisky?” over this, but when the result is this good I’m not sure that I care.
Travelling round Sweden this summer, we’d booked a time with most of the places we wanted to visit, but as Box did two tours a day all summer, we just showed up. The eldest was exceedingly happy about being left in the visitor centre with a pad, wifi access and 100 SEK to buy ice cream with. There aren’t many distilleries that have more child-friendly waiting areas. The youngest was relegated to dad’s back. Unforunately, she was not happy with this arrangement, so Arve missed most of the tour. One of the drawbacks of public tours is that the other visitors may not appreciate a screaming almost-two-year-old taking part. Oh, well.
Box from the waterfront
Box is obviously a popular tourist attraction, despite the maginificent weather our group consisted of 14 people. Anders Jonasson was our guide and he started the tour by relating the site’s history. The name Box is actually the name of the site, despite its un-Swedish twang. The site on the Ångerman river was named after a sawmill which was built here to take advantage of the timber being floated down the river. From the 1850ies they specialised in producing planks that were exported to England to make boxes, hence AB Box. After a fire in 1890 the site was sold and a steam powered power station was built here. It was finished in 1912 and the main building is what houses the distillery today. Steam power was soon superceeded by hydraulic power stations, but the building was in use until the sixties. It was then left to deteriorate for 30 years, until Mats de Vahl took action to save it from being torn down in 1991. Various initiatives have since been tested to keep the place alive, and it has served as an art gallery among other things. What was needed was an idea that could bring jobs and traffic, preferably a business that would not be sold and offshored once it was a success, and whisky productions seemed the perfect solution. Mats and his brother Per got eight other enthusiasts on board (including our tour guide)and founded Box Distillery. In 2010 the first spirit ran from the still.
Earlier this year Box released their first whisky, the three year old Pioneer. You can find my tasting notes here.
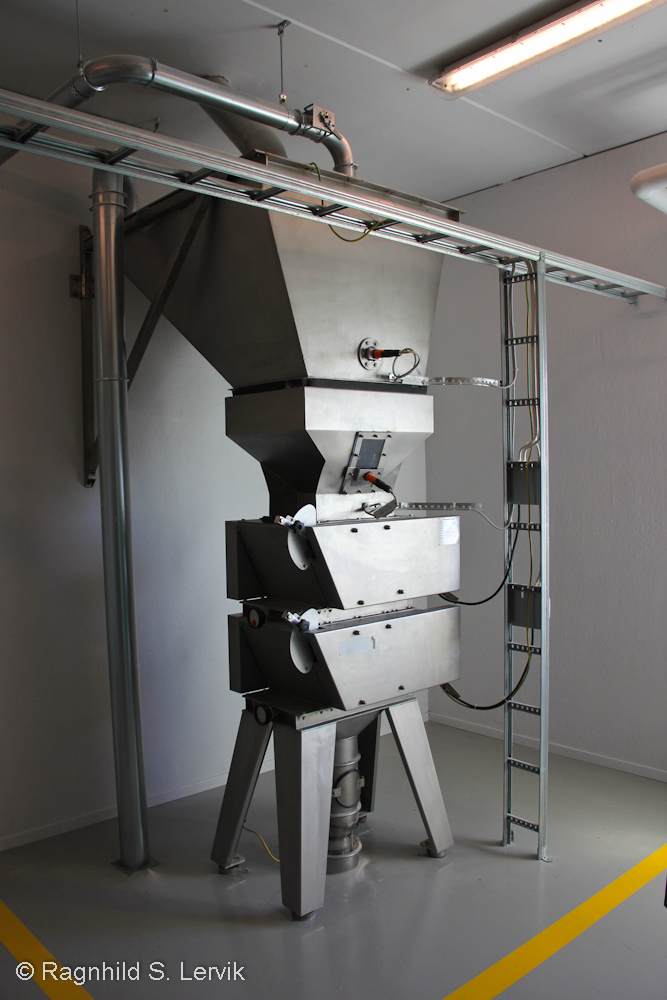
Following the history lesson we were equipped with blue shoe covers and entered the distillery proper. We said hello to the mill (not a Portheus) and got to taste the malt. The unpeated malt is Swedish, the peated malt used to be sourced from a Belgian maltster but is currently from Simpsons in Scotland. They have four malt barns with a capacity of 13 tonnes each.
At the mashtun we were told that they run two waters, 5000 liters and then 1300 liters, which results in 6300 liters of worts. Once in the washback (the washbacks are stainless steel) 5 kilos of Belgian dry yeast is added. A fruity and somewhat tart beer develops, with an ABV of around 7.5% after 48 hours, but they leave it for another 24 to take advantage of the lactic acid which forms towards the end and which they find gives a flavour profile they like.
The wash runs through the wash still and gives low wines of around 23% ABV. Then we come to the business end of things: The spirit still. They cut from head to heart at around 13 minutes for unpeated and 30 minutes for peated, and from heart to tail at 67% for unpeated and 60% for peated. One of the best parts of building your own distillery must be to get to play around with these details. Which yeast, how long to ferment for, when to cut? At Box they are left with around 320 liters of newmake, around 10% of the wash volume.
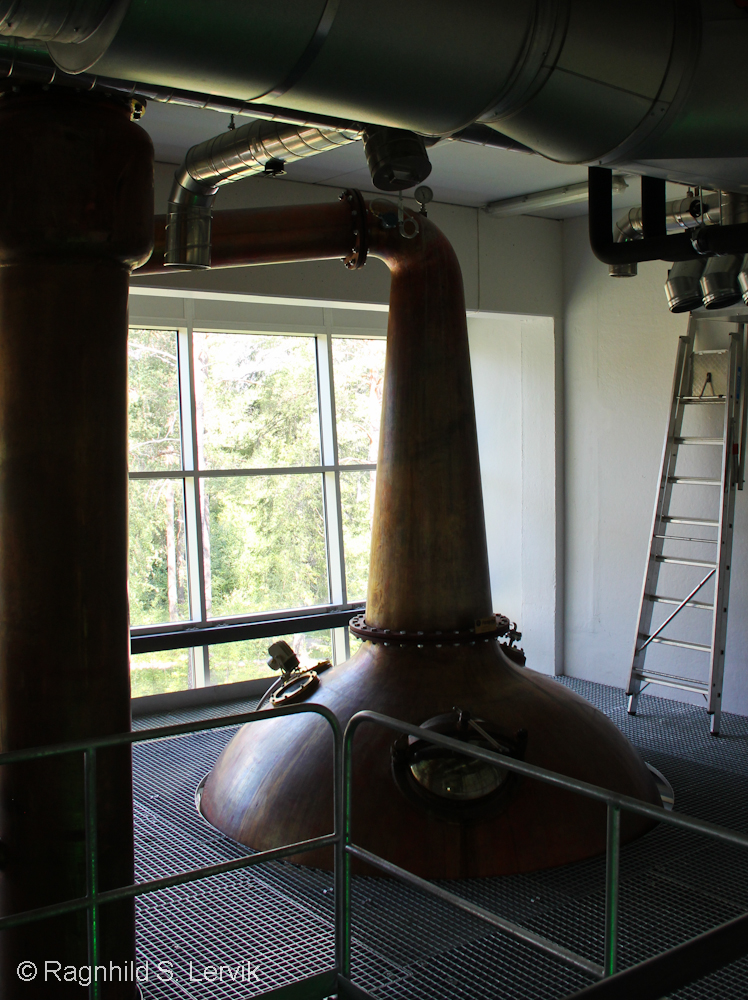
Both Box stills, wash still on the right and spirit still on the left.
The stills are from Forsyths, and they have a beautiful view of the Ångerman river. The still room may get warm when the stills are running, but as far as looks go you really can’t complain about working conditions at Box.
To ease the switch between peated and unpeated spirit and avoid “contamination” they have separate holding tanks, for a small distillery this seems to me to be a smart choice. A week’s production is five times 640 liters at 70% ABV, which is taken down to 63% ABV before being filled. Yearly production is between 150,000 and 160,000 liters filled into casks. The warehouses are not insulated at all, so the temperature varies between -30 and +30 degrees centigrade throughout the year. The warehouse we got to see contains about a year’s production, they have another, larger warehouse which will take around six years’ production, then they will have to build another one.
Two spirit receivers to separate peated and unpeated spirit
Casks owned by shareholders
The warehouse holds a lot of normal size casks as well
There is one cooper i Sweden
If the weather were less nice, you’d see the stills
Amazing chandelier in the visitor’s centre
The mill
A picture from the power station days hangs in the distillery
The mash tun
Anders Jonasson explains about the head, heart and tail
Drikkelig.no has been on a tour of Sweden this summer, well, parts of Sweden, anyway, and we’ve visited several interesting places. First stop: Jämtlands Bryggeri. They normally don’t offer tours during the summer, since there are fewer people at work (even – or perhaps especially – people who make good beer need a summer vacation), but since there were only two of us, we got an appointment anyway.
When you arrive at Jämtlands it might be useful to know that what looks like the main entrance is on the opposite side to where they want guests to announce their arrival.
Håkan received us in his very becoming “Hell”-t-shirt. Come to think of it every employee we met had some variety of Hell design on their t-shirt. Does this mean it’s the only beer Jämtlands promotes on t-shirts or does it say something about the employees’ preference?
We were first shown the malt store. Jämtlands purchase their malt from England, specifically from Thomas Fawcett. They buy 500 kilos bags of the base malts and 25 kilos bags of the more specialised malt types. They use 800 kilos per batch, so they get through quite a few bags in a week. Hops they source from whereever they can get the right sort, though they hardly ever use American hops. Currently they get a lot of hops from Bulgaria. If you’ve had a few of Jämtlands beers, you will know that they are not taking part in the the-hoppier-the-better race, but some hops are neccessary nonetheless.
We were then introduced to the mash tun and the boiling vessel. They boil for an hour and a half for dark beers, a bit longer for light beers. The most notable feature is perhaps the external electrical heater for the worts, the vessel is not directly heated.
The brewery has recently expanded, and in the fermentation room there are now nine fermentation tanks, each holding 5000 liters. The oldest tanks were the shiniest, of an English make, the new tanks were of a duller finish, and are from Hungary. Lager, Steamer and Ale are fermented at 15, 17 and 21 degrees respectively and it takes from 5 down to 3 days.
Fermentation tanks all lined up.
At the time of our visit they are brewing at the rate of one 5000 liter batch a day. The mash tun is a bottleneck in the production line and they are pondering whether to procure another one to enable further expansion.
After the recent expansion they now have 11 storage vessels. Håkan tells us that in the pre-Christmas rush they manage with nine days from mash to bottle, but the rest of the year the beer is given a little more time.
Once the beer is ready to be bottled it is filtered through cellulose filters, which takes about two hours for a 5000 liter brew.
Bärnsten hot off the presses, so to say? Don’t mind if I do.
The bottling plant is also pretty recent, it was installed about a year ago. The greatest improvement on the old plant is the lift which lifts a whole “layer” of bottles off the pallet. They used to have to feed the machinery manually. The only manual task left now is lifting the crates off at the end and stacking them for shipment. One batch fills approximately 7300 bottles, and they are all shipped off to Östersund immediately.
For non-Swedes the most interesting piece of information Håkan gave us is that they are currently considering changing bottle size from the current 0.5 liters to 0.33 liters. In order to do so they would have to change large parts of the bottling plant, so we’re looking at at least a year befor anything happens, but the crucial point is that if they make the switch they can start exporting their beers. The bottles they are currently using are part of the Swedish bottle return system and it is consequently illegal to use them for export (it’s useful to note this, by the way. Even though the bottles are not marked with the return mark you can return them in most supermarkets and get your deposit back). If they switch they will switch completely, they do not feel it’s worth the trouble to have two bottle sizes.
On the second floor they have a reception area where they have all their diplomas on display. It’s an impressive display, even if Håkan admits that the number of awards have dwindled once the microbrewery boom took off. They also have a bar made from an old pan from Till Bryggerier in Umeå, and they can receive parties here for tastings. Food can also be arranged as they have a roof-top terrace with a barbeque. I must suggest it for our next kick-off at work.